首先要設定機構組裝品質標準:所有的滑桿都要很滑,像只套上一個滑套那麼滑,如果你裝好就這麼滑,那這一篇就不用看了。影片中Z軸尚可,Y軸就不行了。


 |
| 我用同一台機器同一個方向列印Y軸3件以減少公差。上圖組中噴頭座並沒有嚴格依造此原則。 |
 |
| 儘量和滑桿一齊把滑套敲進去。 |
 |
| 如果滑桿進滑套就不順,請使用銼刀銼至滑順為止。 |
 |
| 一開始沒注意螺桿有分不同導程,圖中是導程12的螺母,給Y軸用的,就是橫的那一支,比較斜;Z軸用的是導程4的比較緩。 |
 |
| 先把滑桿弄滑了;因為列印件會有變形及公差的問題,再加上組裝過程可能加大的誤差,都會使滑桿摩擦力過大,造成滑動不順,甚至無法滑動。這個過程螺桿和擠出桿都不裝,因為它們會影響測試,而且螺桿造成的摩擦力也不大。 |
 |
| 替滑桿加點熱。 |
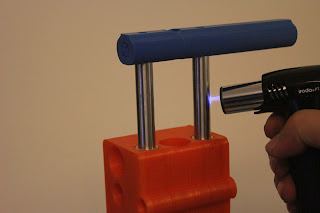 |
| 可以用噴槍,300~500元,且用途甚廣。 |
{kind=link}
 |
| 瓦斯爐也可以。 |
 |
| 我覺得70~80度之間效果不錯,可以塑形又不會變形太多或燒焦。沒有溫度計可以用手摸鐵桿,會燙就可以移動滑塊到加熱區,稍停一會後,由側面施壓並稍加拖行,再換施壓拖回,宜到冷卻。 |
 |
| 用火請注意安全及準備防範措施。 |
 |
| 烤熱後向滑桿兩側用力施壓,其它方向就稍微就好。 |
直到如此滑順。
 |
| 如果要一次做完加熱微整型再上零件的話,把螺桿以外的5支光柱,但鎖馬達聯結的那一支前,要先檢查個地方。 |
 |
| 在裝接出馬達之前要鎖Y軸另兩支後,確認和噴碩座及馬達座是密合的,除非列印件曲翹很嚴重,不然要整面貼平,才能確認有敲緊對齊鎖好。 |
 |
| 而Z軸這兩支我是用多印的把手來固定底側,也先用游標卡尺確認上下兩側距離在可接受誤差內。 |
 |
| 接著在光柱上找一定點加熱至會燙手即可,溫度越高整型越快,大約是80度上下。 |
 |
| 然後移動滑套至該點受熱,溫度夠高的話,你可以感覺到突然變滑順了。 |
 |
| 但這樣是不夠的,再來要用點力量了,把光柱用力握在一起。 |
 |
| 然後很吃力的往前推到底。 |
 |
| 再很吃力的往後退,這樣應該就淜順了,讓它冷卻一下定型,此時也可前後推動,以防止變型回復。 |
 |
| 因為有變型,滑套鬆脫是正常的,我是用快乾膠在用周圍劃一圈,固定效點就不錯了,比較難處理的是滑進去的,所以我後來有改圖把它擋住不讓滑進去:https://www.thingiverse.com/thing:2970859。 |
四端都依此辦法,很快就能這麼滑順了,一齊處理的話歪斜的狀況也許會比較輕微。接著安裝噴頭座及馬達座零件是否要拆解再進行就看個人選擇了。零件全上來再加熱微整型的方法也是一樣的。
上一篇:失敗篇 下一篇:主機板篇
沒有留言:
張貼留言