 |
| Electron構造簡單,就直接印了再說,但是LCD這一片為了省支撐而選擇了和其它3片不同的擺件方向,結果很難組合,只好重印。 |
 |
| LCD的安裝孔位會和外殼干涉,如果先鎖外殼,LCD這顆螺絲會沒辦法鎖。 |
 |
| 重印後組合狀況好多了;LCD旁這4顆鎖絲會因為先鎖LCD而變得不好鎖,但也沒辦法。 |
 |
| 外殼、LCD和料盤架組合完畢。 |
 |
| 這4支腳應該是用來鎖主機板的,但孔位不合,而且我沒注意到要給它印支撐就變成這樣了。 |
 |
| 我畫了一個轉接板來結合外殼和Mega2560。 |
 |
| 結果裝上LCD接頭才發現有問題。 |
 |
| 它們剛好突出2mm左右,如果沒有我畫的轉接板就剛好不會,這往桌上一擺就擺不平了。 |
 |
| 只好改板。 |
 |
| 底部挖4個糟該它下沈3mm左右,套進外殼那4支腳:https://www.thingiverse.com/thing:2980985。 |
 |
| 先用平頭M3 x 5mm鎖轉接板。 |
 |
| 再鎖Mega2560, M3 x 6mm以上3根。這個轉接板是給己經照原圖印的狀況用的,正解是改圖,把外殼那4支腳放在合適Mega2560的位置就可以了。 |
 |
| 這是電源部分和連接方式,電源我買12V 5A的,因為也沒有要加熱床,夠用小巧便宜就好。 |
 |
| 焊好插好組合電源母座、USB延長線和主機板;電源開關雖然找到差不多大小的,但尺寸也差一點;還有USB延長線也是孔位差3mm,所以應該買好零件再來印才對;最後電源開關是用銼刀磨開的,USB則是硬鎖。 |
 |
| 翻面的樣子。 |
 |
| 最後把列印機的控制電線通通也都穿孔進來接上主機板。 |
 |
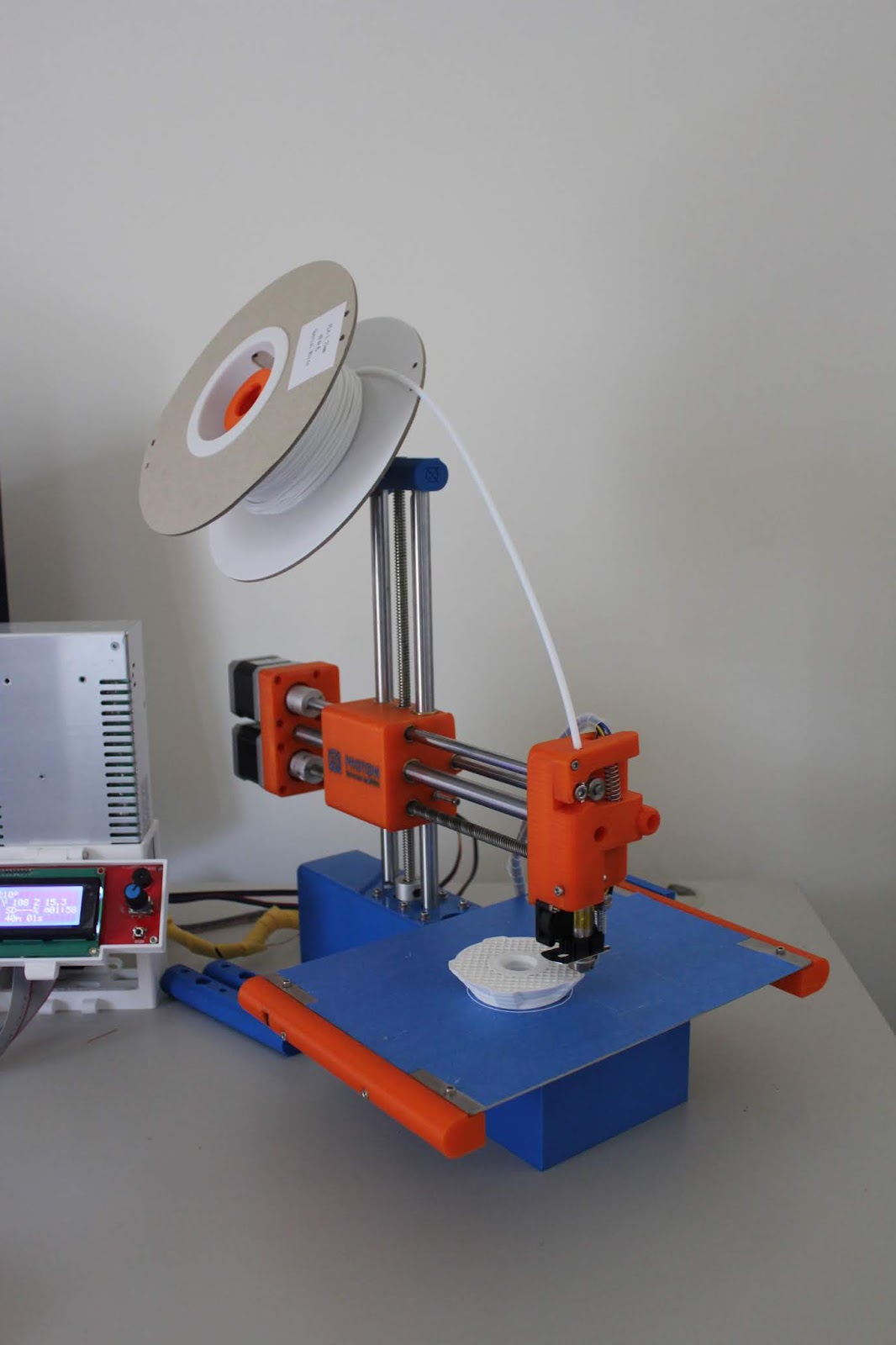
| 開機試動OK。 |
 |
| 這時才發現小料盤會觸底。 |
 |
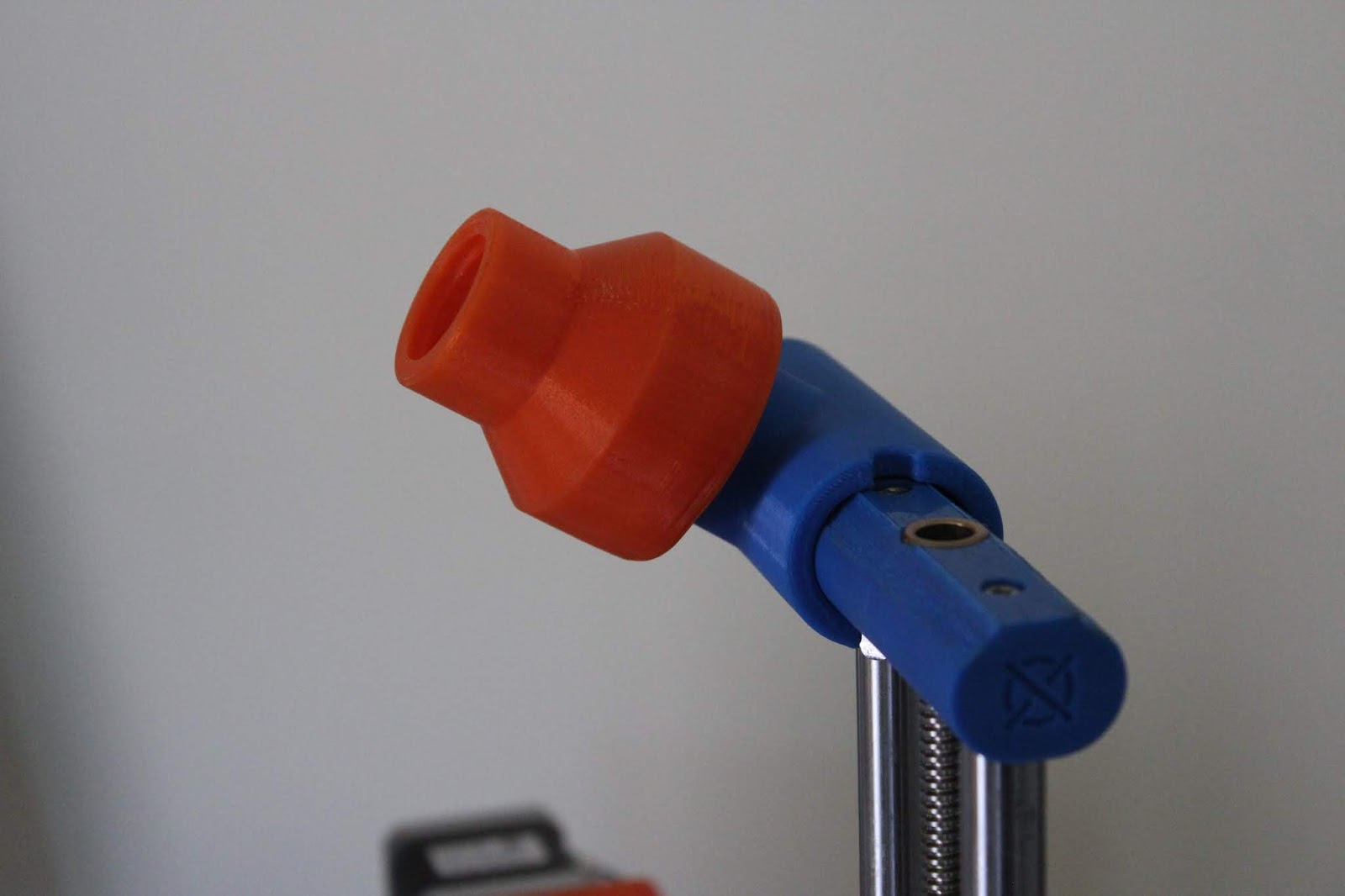
| 大料盤則剛好,但我應該不會用,因為送料角度太低了。所以擠料的部分我就留白了。 |
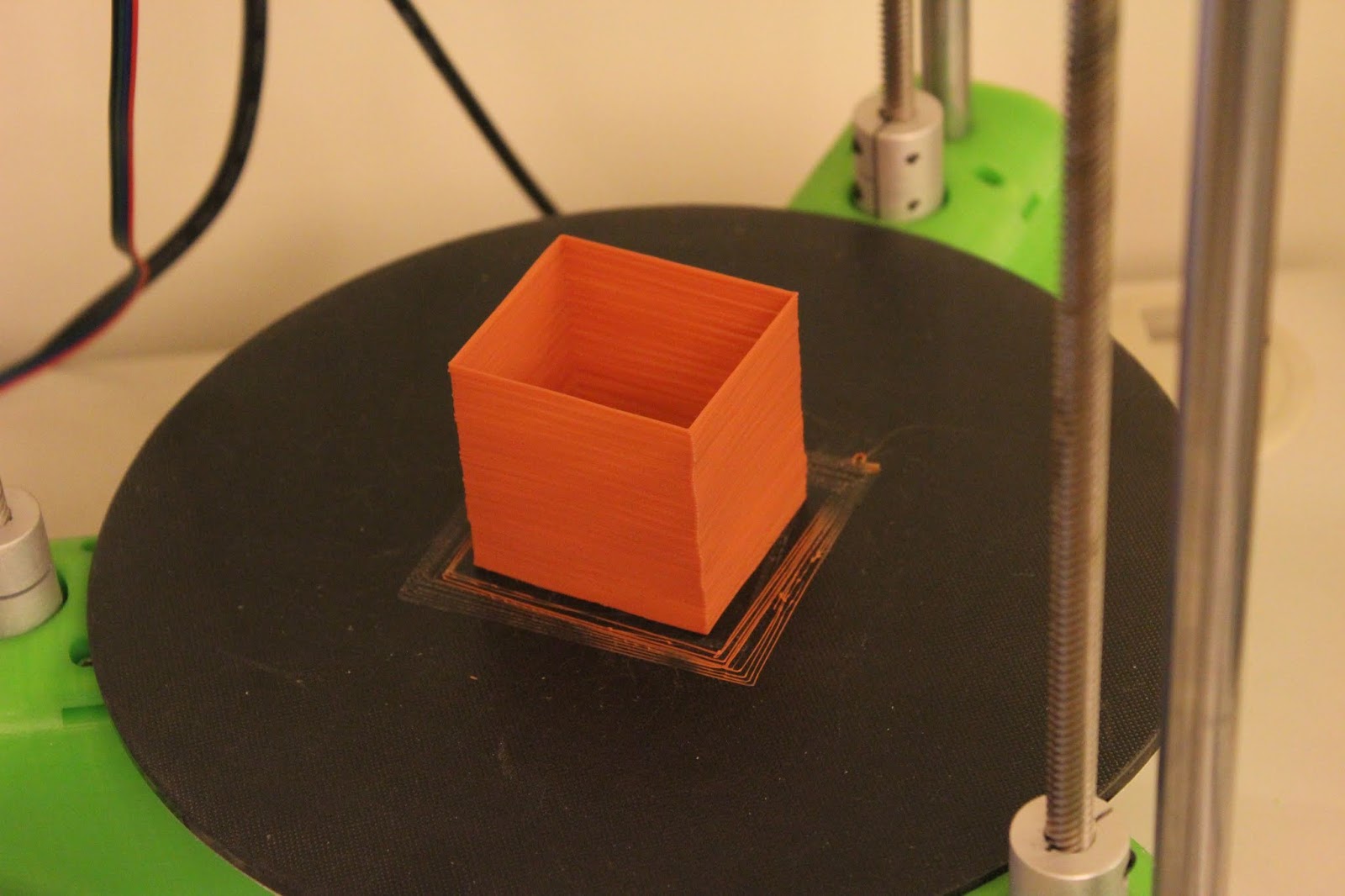
試印50mm空心立方體,供電沒問題。
 |
| 工件有層紋以外還OK。 |



















































{kind=link}
{kind=link}
{kind=link}