 |
| 列印機的基本設定只有「類型」、「尺寸」及使用線徑設對了就可以開始印了。 |
 |
| 但開始印後發現第一個問題就是喉管會把噴頭座烘軟了。 |
 |
| 所以第一個要做的是把隔熱片裝上,但還不夠。 |
 |
| 再來要把風扇全開,我本來在start Gcode裏加了M106 S255開了,但一開始印就被關了,先直接進Gcode裏把M107這行刪除。原來風扇接到D9去,預設是作為出料冷卻風扇。 |
 |
| 這次印比較久了,但半小時後,沒鎖緊的感應頭螺母和墊片都被震到掉下來了,印這個圓型物件,預設的速度50mm/s太猛烈了。 |
 |
| 不久後果然失步錯位了,也不意外,因為連桌上的電腦螢幕都像吃了搖頭丸一樣不停地搖晃。 |
 |
| 調到40mm/s並使用75%的列印速度,也就是30mm/s後,動作溫和多了,但又發生出料不順的狀況。 |
 |
| 因為溫度己調到210,只剩入料角度嫌疑最大,於是把線料架墊高試試。 |
 |
| 終於通過8小時45分鐘的考驗完成第一個作品。 |
 |
| 最近擠檸檬手很吃力,印個擠杯來用用,超明顥的層紋不知對擠汁是不是剛好有幫助?這裏才發現螺母鬆了,螺母的固定螺絲孔太大這問題我這時還沒改就會這樣。 |
 |
| 這次用慢乾膠,填綘效果比較好,除了螺母外緣上膠以外,連螺絲孔都上膠,因為4孔都鬆了。 |
 |
| 看起來是鎖的,其實是黏的,先這樣急救,畢竟重印要先改好圖,然後還要熱塑微整型,比較費工,但也比較實在,後續再來調整施工。 |
 |
| 除了固定好螺母外,為了要把料盤提高,就畫了這個配件。 |
 |
| 印出來後把它和608zz及M8x25螺絲螺母墊片組裝好。 |
 |
| 塞進把手,這是對稱設計,可以選擇料盤掛左或掛右。 |
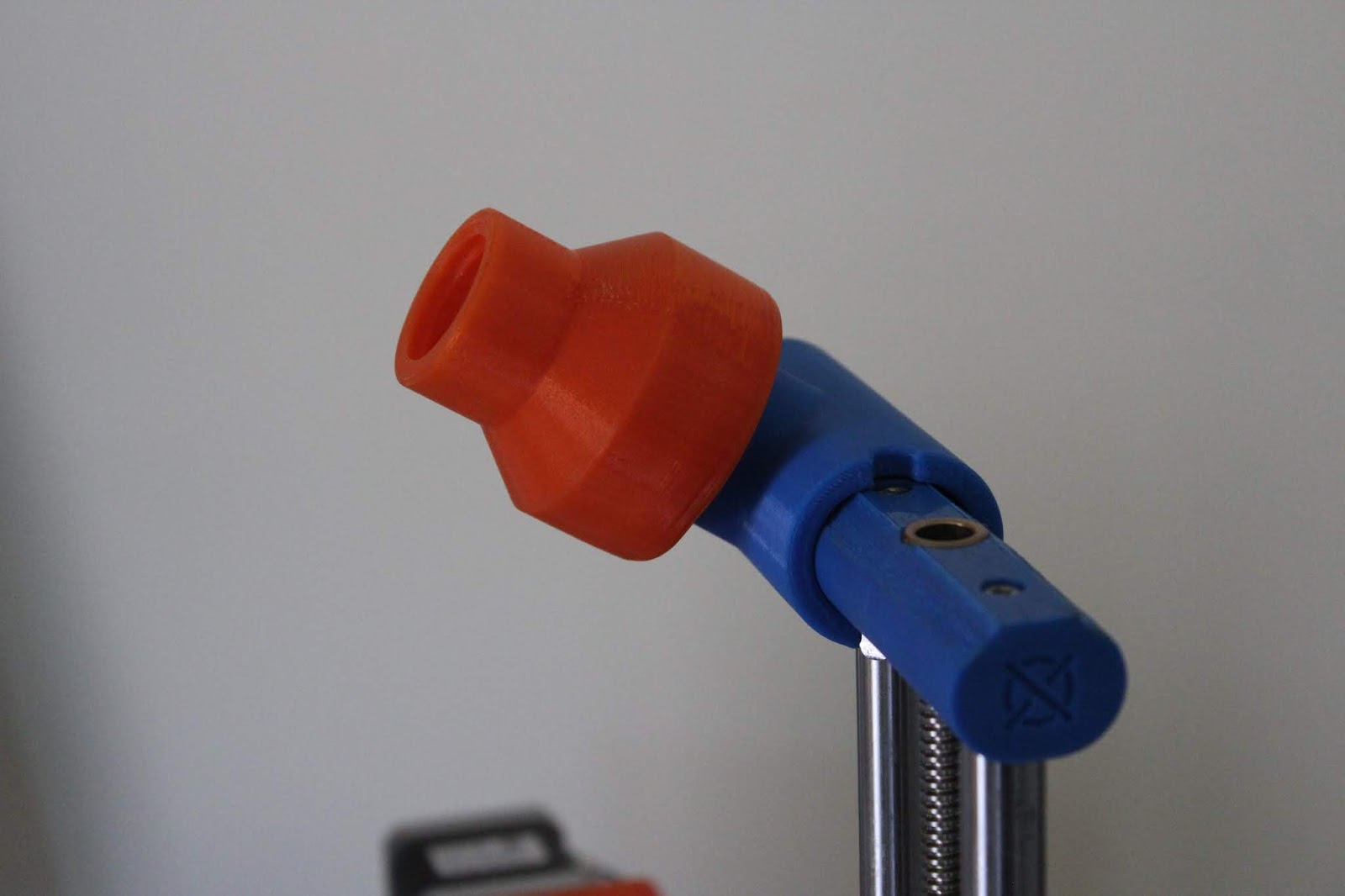 |
| 底盤套緊培林。 |
 |
| 頂盤鎖入緊迫料盤。 |
 |
| 為了避開馬達座和噴頭座,所以料盤有個斜度,線料難免和料盤磨擦,故建議塞一條約30cm的鐵氟龍管。 |
 |
| 小料盤要換長一點的頂塞。圖檔在此: https://www.thingiverse.com/thing:2975308 |
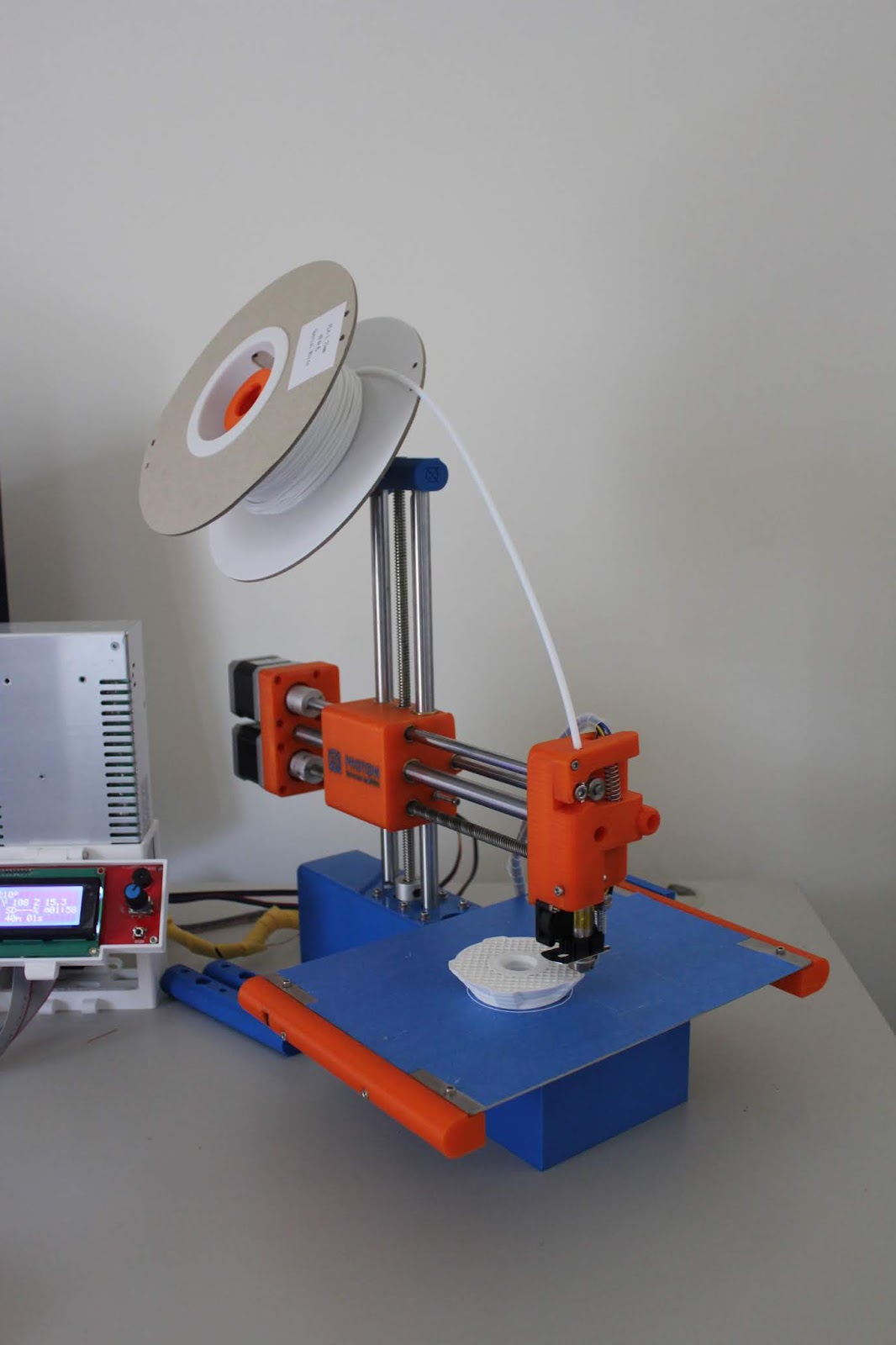 |
| 這樣供料比墊紙箱穩多了,空間也清爽了。 |
 |
| 通過了40mm/s速度6小時45分的列列,但層紋非常嚴重,而且是層與層之間忽大忽小的狀況,如果是Y軸前後移動的間隙造成的話,應該是平移的狀況才對,所以我先檢查z軸的搖晃狀況。 |
 |
| 發現螺桿吃進握把的滑套很淺。 |
 |
| 拆下馬達一看,馬達軸心吃進聯軸器很深。 |
 |
| 如果把螺桿插到底後再插馬達軸心,應該是吃這麼淺才對,這樣螺桿長度才能伸出比較長。 |
 |
| 重裝後再把螺桿稍微提高一些就吃滿滑套了。這樣z軸搖晃情形應該改善不少。 |
 |
| 這次印空心塔,層紋感覺有不一樣了。比較像波士頓派。 |
 |
| 最後和Neutron印出來的比較一下。 |
 |
| 仔細比一下,看起來右邊這個Proton還有得調。 |
上一篇:接線篇
沒有留言:
張貼留言