 |
| 把噴頭溫度調到210度出料就比較順了。 |
 |
| X方向放大了。 |
{kind=link}
 |
| Y方向縮小了。這也差太多了吧 |
 |
| Z方向一向是最準的。 |
 |
| 檢查後發現有支螺帽沒鎖到位,結構肯定歪了。 |
 |
| 鎖到底後該是三支都一樣這麼深。 |
 |
| 結果一樣不行。 |
 |
| 那就乖乖來調水平距離,拿尺來量鐵球到光柱的距離。 |
 |
| 調整螺絲使三組水平距離等長。 |
 |
| 不知為何我的X柱和Z柱週到掉出來還不夠用,就換了15mm的螺絲。 |
{kind=link}
 |
| 這樣就可以繼續往上頂了。 |
 |
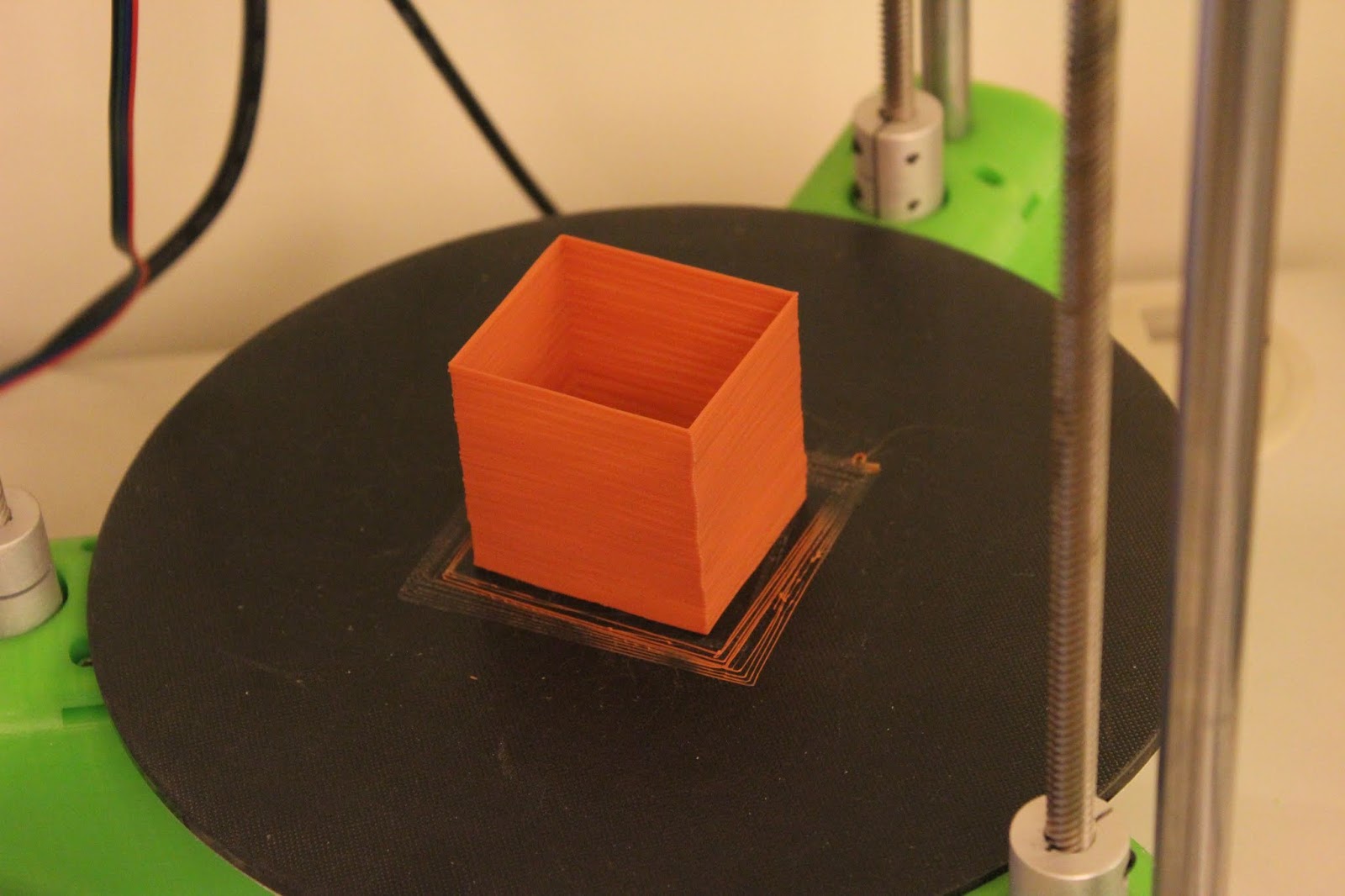
| 最後調到136.xx附近,因為工具也不是很精準,差1mm內就偷笑了。這三組調得愈接近,工件的XY比例就會越接近,理想值是1比1,就是說印方塊時它會是正方的。 |
{kind=link}
 |
| 再來把PID調一次,使出料順暢;我設在210度,跑12次;再把結果如畫面指示寫到韌體中。 |
 |
| 這個部分有自動校正的部分,是升級到韌體1.1.x才有的,還有自動床平的部分,我選用了Bilinear雙線性調平;它就是之前的mesh。 |
Auto Calibration 自動調校
Bed Leveling 自動床平
 |
| 在Prepare選單最下面有一個Auto Calibration的選項,進入後有一項Set Delta Height,執行它就會自動偵測高度(G30?)。 |
 |
| 先量出料的調度,我調到1.82mm高合適。 |
 |
| 進入Prepare--Auto Calibration--Delta Settings |
 |
| 這裏存有剛才自動偵出來的高度。 |
 |
| 把它扣掉剛才量出來的z-offset。然後再去執行G33自動調校,G29自動床平,最後把結果存起來或寫進韌體裏。在G33的結果裏你可看出你的機台的各柱角度及極限開關的誤差值,還有效應器連接半徑,這些數據也顯示機台組裝的精度,但要把它們組到沒誤差,或是手動量廁這些數字對我來說幾乎是不可能,所以我才把韌體升級來自動校正機台。我是根據ATOM釋出的韌體中的設定值改進 Marlin Bugfix 1.1.x:https://github.com/PhilXing/Marlin/tree/Neutron |
 |
| 結果還是一樣比例不對!怪了!這誤差太大,所以才覺得該檢查一下圖檔,這才發現它是個50x46.xxx的矩形,怎麼會有這個圖檔?它除了害我擺烏龍還有什麼用? |
 |
| 換了正50x50x50的圖就好了。 |
 |
| 總算看到像樣的尺寸準度了,左邊其實也沒比較不準,只是它不是50x50x50的圖檔而己。以Neutron的設計來說,尺寸精度先調到這裏好了。最後把實際印出的尺寸和圖檔的尺寸, 等比例修改Rod Lengh(桿長) ,印大了就改長,印小了就改短。但我試著把這個值改進韌體和選單裏似乎不會生效,待查。 |
 |
| 為了塞玻璃印床挖壞的那一根底座重印了一根把它換了;印床也換上另一個比較小一點的,火烤底座後就可以塞進去,它也被放了一年多,都忘了當初為什麼會買它了;再加上自己改的精簡機上盒版的Electron後 (細節在Electron迷你3D列印機組裝及修改) ,機台狀況算是大改善了,z-offset調好後準備耐力測試了。 |
試印Voronoi筆筒:https://www.thingiverse.com/thing:2887710, 耗時5:18:00左右。
 |
| 整個印完太開心了。 |
 |
| 打底狀況還可以。 |
 |
| 在這種速度下,而且沒有吹件風扇,牽絲狀況可接受。 |
沒有留言:
張貼留言